此區域主要是負責整面形狀的加工,例如盤面的爪數與造型等,都是透過CNC床機台來負責切削而來,如果是單片式鋁圈,由於體積大且有深度,因此需使用等級更高的四軸或五軸加工機來進行加工。
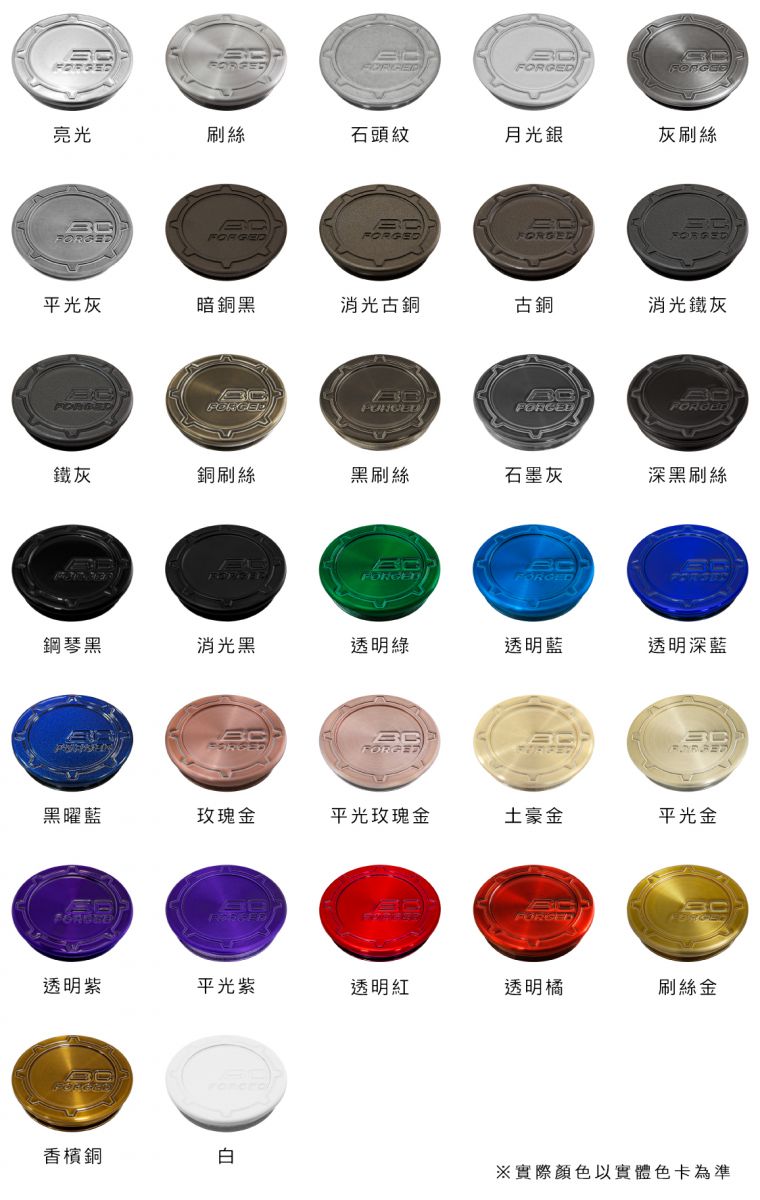
鋁圈烤完漆之後,還要進行拋光程序,才能讓色漆發揮最完美的狀態,而在此區也會針對烤漆後的漆料噴塗品質進行檢查,唯有不斷確認,才能讓每一顆BC鍛造鋁圈以最佳狀態交到客戶手上。
.jpg)
07 烤漆、組裝
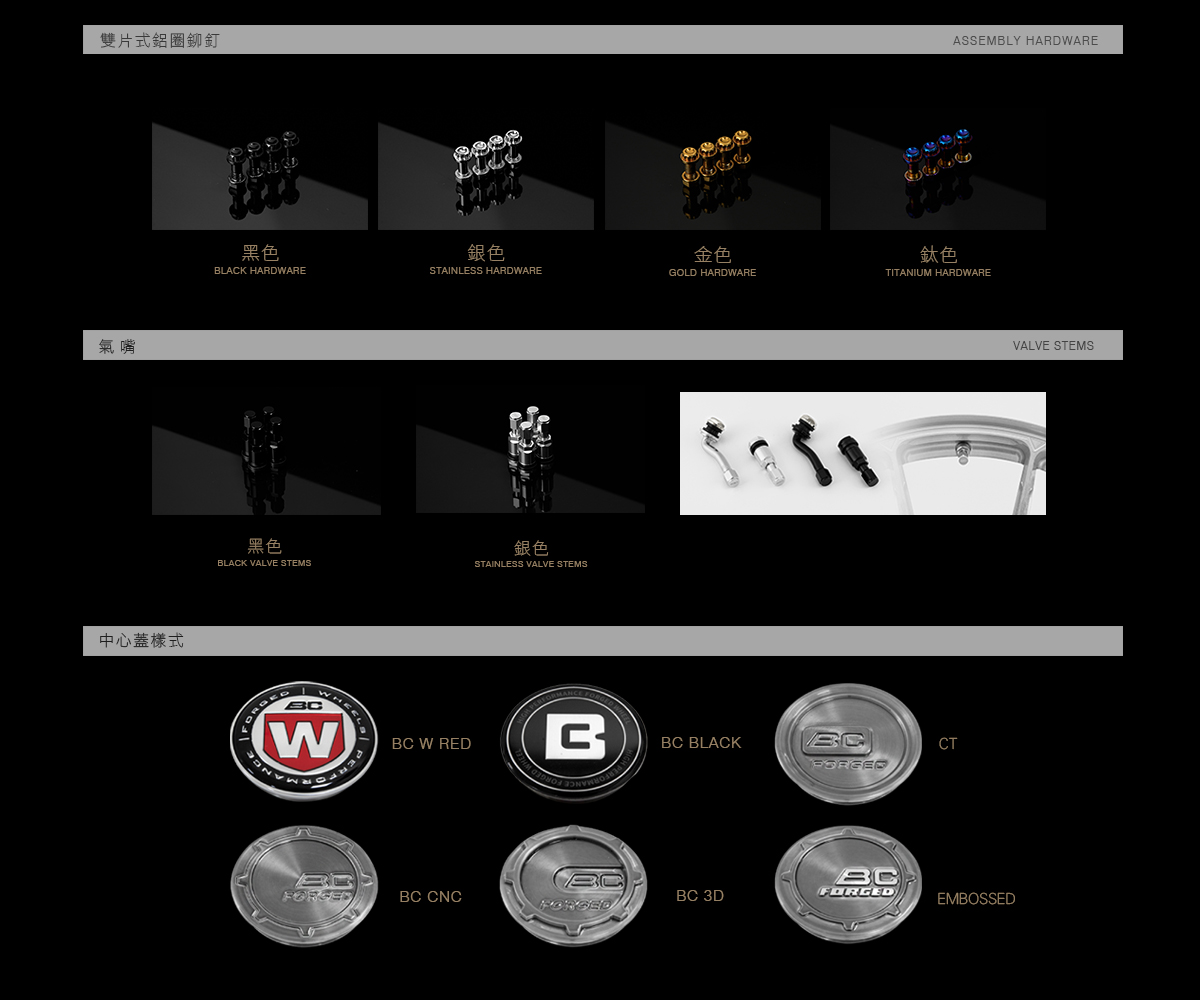
包含鋁合金氣嘴頭、中心蓋與二片式鋁圈的上鎖固定等,都是在此區完成,為確保二片式鋁圈的每顆螺絲上緊的扭力都一樣,且沒有漏掉,因此鎖螺絲的過程都是採用手工+扭力板手完成,鎖緊後還需做上記號,以供末來檢測螺絲有無鬆動之用,而扭力板手也會定期校正

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)